By:
Brett Koehn
Submitted March 17, 2015
Based on experimental work for Laboratory #6,
conducted between February 25, 2015 and March 13, 2015 with
group members
Michael Kagan and James Makel
in Section 4 of ECH 145A
Table
of Contents:
Abstract………………………………………………………………………………………………………………………………………………..2
Introduction……………………………………………………………………………………………………………………………………………3
Theory…………………………………………………………………………………………………………………………………………………5
-Figure
1…………………………………………………………………………………………………………………………………...6
-Figure
2. …………………………………………………………………………………………………………………………………7
Experimental
Methods………………………………………………………………………………………………………………………………...9
-6.1…………………………………………………………..……………………………………………………………………...........10
-6.2………………………………………………………..………………………………………………………………………...........11
-6.3……………………………………………………..….………………………………………………………………………..........13
Results…………………………………………………………………………………………………………………………………......................13
-Figure
3……………………………………………..…………………………………………………………………………………..14
-Figure
4……………………………………………..…………………………………………………………………………………..15
-Figure
5……………………………………………..…………………………………………………………………………………..16
-Figure
6……………………………………………..…………………………………………………………………………………..17
-Figure
7……………………………………………..…………………………………………………………………………………..18
-Figure
8……………………………………………..…………………………………………………………………………………..18
-Figure
9…………………………………………..……………………………………………………………………………………..19
-Figure
10………………………………………..………………………………………………………………………………………19
-Figure
11………………………………………..………………………………………………………………………………………20
-Figure
12………………………………………..………………………………………………………………………………………21
Discussion…………………………………………………………………………………………………………………………………................22
Feasibility Report………………………………………………………………………………………………………………………………….....25
-Figure
13………..………………………………………………………………………………………………………………………26
-Figure
14………..………………………………………………………………………………………………………………………27
Conclusion…………………………………………………………………………………………………………………………………...............28
Nomenclature Table………………………………………………………………………………………………………………………………….29
-Table
1…………..……………………………………………………………………………………………………………………...29
References…………………………………………………………………………………………………………………………………................30
Appendix…………………………………………………………………………………………………………………………………..................31
-Table
2………...………………………………………………………………………………………………………………………...31
-Figure
15…………………………………………...……………………………………………………………………………………31
-Figure
16-……………………………………………………………………………………………………………………………….32
-Figure
17………………………………………………………………………………………………………………………………..33
-Figure
18………………………………………………………………………………………………………………………………..34
Abstract:
Vodka distillation, production, and
distribution were all practiced during this lab. This lab involved creating
binary mixtures of ethanol and water, and measuring the densities. The
densities of these mixtures were then compared to the mole fraction of ethanol.
The mole fraction of ethanol went down as the density of the binary mixture
went down. These binary mixtures were also distilled by a batch distillation
and column distillation. Binary distillation allowed us to examine the
distillation of a binary mixture at a microscopic level. This is because the
instantaneous and cumulative densities of the binary mixture were measured as
the distillation proceeded. Column distillation allowed us to examine the
distillation of a binary mixture a macroscopic level. This is because we
examined the concentration and the rate of the production of the final binary
mixture over a long a period of time. The concentration and rate of production
allowed us to calculate theoretical costs and profits of making and selling
vodka at the University of California, Davis. We found that distilling and
selling vodka would be very profitable for University of California, Davis.
Introduction:
The
Vodka laboratory experiment is important for a few reasons. First off, this lab
involved distillation. Distillation is a method that has been performed for
over 1500 years. Berthelot says that the Greek Alchemist Zosimus began
performing distillations in the 3rd century.[1] Distillation
is also a very common practice in organic chemistry labs, and is performed by
chemical engineers regularly. Furthermore, the distillation performed during
this lab yielded vodka. The production and selling of vodka or any alcohol is a
very common practice in the United States. Manufacturing alcohol is popular in
the United States because it is very profitable. Over 17.3 billion dollars’worth of vodka was sold in the United States during the year of 2014.[2]
Furthermore, Boland and Brester discuss how profitable alcohol production is in
“Vertical Integration in the Matling Barley Industry: A “Silver Bullet” for
Coors?”. According to this work, the Miller Coors company brought in 3.4
billion dollars of revenue in 2010.[3] Therefore, understanding the process of
distilling and creating alcohol is important because alcohol is a desirable
product. Finally, this lab also required the application of alcohol gauging. The
government requires vodka distributors by law to perform alcohol gauging before
selling alcohol. Therefore this lab was important because it taught the proper
way to prepare, distill, and gauge alcohol.
There have been a few important published
works completed in the past that are similar to this vodka lab. About 1300
years after Zosimus, Lord Rayleigh wrote “The London, Edinburgh, and Dublin
Philosophical Magazine and Journal of Science”.[4] Lord Rayleigh
distilled water and ethanol, which are the two components of alcohol and vodka.
Lord Rayleigh proved how effective distillation is because he was able to
distill a mixture of 20% ethanol by volume to 89% ethanol by volume or a proof
of 178. Proof is the volume percent of ethanol multiplied by 200. The most
effective method of distilling vodka is column distillation. McCabe and Thiele
discuss column distillation in “Graphical Design of Fractionating Columns”.[5]
This work details how to calculate operating lines from the composition of the
lighter component, which was ethanol during the vodka lab, in the vapor and
liquid phase. These operating lines are then plotted relative to mole
composition of the lighter component in vapor and liquid phase. This plot is
used to determine the theoretical composition of the product relative to the
number of trays in the column.
Theory:
Alcohol gauging is a method of
correcting the apparent proof of alcohol. The apparent proof is an inaccurate
measurement because it decreases with decreasing temperature. Alcohol gauging
must be performed to change the proof to an adjusted proof at 60oF.
The government requires alcohol gauging to be performed on any alcohol that
will be sold. Therefore, the government can raise alcohol taxes because of
adjusted proof.
This lab involved the use of several
general equations. The definition of density is

where
ρ is density, M is mass, and V is
volume. The relationship between the temperatures of Celsius and Fahrenheit is


where
T oF is the temperature in
Fahrenheit, and T oC is
the temperature in Celsius. The equation for the thermal expansion of glass is

where
ρ(60) is the density after the effect
of thermal expansion. The definition of specific gravity is

where
SG is the specific gravity and .99904
is the density of water at 4 oF. The definition of apparent proof in
a mixture of water and ethanol is



During a batch distillation, a batch
of distillate is removed from the accumulation of distillate. Therefore, batch
distillation provides data that shows how the distillation is proceeding. Batch
distillation is used for distilling small amounts of mixtures. Batch
Distillation produces very pure mixtures.


Column
distillation is more effective than batch distillation, because column distillation
continually distills a mixture multiple times without interrupting the
distillate. Therefore, column distillation also creates a product that is
richer in the lighter component of a mixture when compared to batch
distillation. Column distillation can also be analyzed with a McCabe Thiele
graph to calculate the theoretical number of plates needed to create a product
of a certain molar concentration. However, a McCabe Thiele graph requires a
couple of equations to create operating lines which are used to calculate the
number of theoretical plates. The first operating line is the slope of the
reflux ratio. The second or lower operating line is calculated when the
following equation is true,

where Vi is the mole flux of vapor leaving plate i, per mole product, Li is the mole flux of liquid of liquid leaving plate i, per mole product, O is the reflux ratio, and F is the molar flux of feed per mole product. Once this equation is true, the lower operating line can be calculated by the equation.

where xi is the mole fraction of the lighter component in liquid and xw is the mole fraction of the lighter component in the waste.
Experimental
Methods:
6.1
Pycnometry:
This lab was begun by measuring the
volume of the pycnometer. The pycnometer was cleaned with acetone and
air-dried. Next the pycnometer was weighed while it was empty. The pycometer
was filled with deionized water. The pycnometer was tapped to remove any
bubbles, and then the pyconmeter was marked with a sharpie at the meniscus of
the fluid. A thermometer was then placed inside the pycnometer. The pycnometer
was then capped, wiped down with a Kimwipe, and the temperature of the
pycnometer was recorded. The thermometer was removed from the pycnometer, and
the pycnometer was weighed.
We created 6 samples of ethanol and
water to put in pycnometer. The samples were created in the fume hood using a
pipet. The six samples contained the following volumes of water and ethanol in
mL respectively: 7.2 and 4.8, 6.6 and 5.4, 5.4 and 6.6, 4.8 and 7.2, 3 and 9,
1.2 and 10.8. These samples were individually put into pycnometer, and the same
procedure is followed that was used before when measuring the mass and
temperature of the filled pycnometer. A densitometer was also used to measure
the density at room temperature. The
data collected for this section of lab was 8 different masses of the
pycnometer, 7 different temperatures inside the pycnometer, and 6 different
densities of the water-ethanol samples.
The 6 masses of the pycnometer
samples were converted to 6 densities by use of equation 1. The densities and
temperatures of the 6 samples were then converted to proof using the
densitytoApparentProof.m function. This function adjusted the 6 densities to
account for thermal expansion by using equation 3, converted density to
specific gravity with equation 4, checked if the specific gravity was in the
allowed range by referencing table 6, and then interpolated in table 6 to find
the apparent proof at this specific gravity. Table 6 contained relationships
between proof, volume fractions of ethanol and water, and specific gravities.
The 6 measured temperatures were converted to Fahrenheit with equation 2. The
apparent proof and temperature in Fahrenheit was then converted to adjusted
proof using the secondinterpolation.m function. This function corrected the
apparent proof with the 60oF adjusted proof using table 6. Table 6
contained the relationship between proof at 60oF and apparent proof.
The function also had to double interpolate to find the adjusted proof. The volume
fraction of ethanol was calculated with equation 5. The volume fraction was
multiplied by the pycnometer volume and then put in equation 1 to give the mass
of ethanol. Equation 6 was used to convert the mass of ethanol to moles of ethanol.
The same process was followed to give the moles of water. The mole fraction of
ethanol was then calculated by the dividing the moles of ethanol by the total
moles. Theoretical values of density and proof were then extracted directly
from table 6. Similar to how the adjusted values of proof were converted to
mole fractions of ethanol, the theoretical values of proof were also changed to
ethanol mole fractions. This theoretical data is known at TTB curve A plot was
made of the mole fraction of ethanol versus the density for both experimental
and theoretical values. A second plot
was made with the experimental and theoretical values of ethanol mole fractions
and adjusted proof.
6.2 Batch Distillation
A sample of 10% ethanol by volume
was created. 25 mL of ethanol and 225 mL of water was prepared in a three-neck
round bottom flask. This flask was clamped above a heater, and a thermometer
was placed inside the flask. A simple condenser was then placed on the opposite
side of the neck. The distillation was started. The sample was heated to 78oC,
and we began recording data. We recorded the time, the temperature above the
round bottom flask, the instantaneous temperature, the cumulative temperature,
the instantaneous density, cumulative density, and the volume of distillate. We
recorded values for every 10 ml of distillate collected. The cumulative densities
and temperatures were recorded by using the densitometer on the total
distillate. The instantaneous densities and temperatures were recorded by
collecting 3 mL of distillate separately from the cumulative distillate, and
then measuring this 3 mL with the densitometer sample immediately. The 3 mL
sample was then poured back into the cumulative distillate. The distillation
stopped once 150 mL of distillate had been collected.
The cumulative and instantaneous
densities and temperatures were converted to adjusted proof by using the
densitytoApparentProof.m and secondinterpolation.m. The adjusted proof was
converted to volume fraction of ethanol by equation 5, the volume of ethanol
was calculated by multiplying the volume fraction of ethanol by the total
volume of distillate for the cumulative values and 3 mL for the instantaneous values,
the volume fraction of ethanol was converted to grams of ethanol by equation 1,
and grams of ethanol was converted to moles of ethanol by equation 6. The same
process was repeated for water, and the mole fraction of ethanol was computed
by dividing by the moles of ethanol by the total moles.
A
mass balance was applied on the distilland. The initial grams of ethanol and
water in the distilland was calculated by equation 1. The initial grams of
ethanol was subtracted by the grams in the cumulative distillate to give the
grams left in the distilland. The grams of ethanol and water in the distilland
were then converted to moles with equation 6. The moles of ethanol were divided
by the total moles to obtain the mole fraction of ethanol. The volume of distillate
was plotted versus the mole fraction of ethanol in the cumulative distillate,
the instantaneous distillate, and the distilland. A second graph was made that
plotted the time of the distillation versus the adjusted proof of the
cumulative distillate, the instantaneous distillate, and the distilland.
Theoritcal curves were superimposed from Rayleigh data. The Rayleigh data was
cacluated by estimating a theoritcal mole fraction of ethanol.
6.3 Column Distillation
A feed of 10% ethanol by volume was feed
into the column. For the first trial, the column was set to a feed rate of 1
cc/s, power output of .85 kW, and reflux ratio of 2. For the second trial the
column was set to a feed rate of 1.2 cc/s, power output of .85 kW, and reflux
ratio of 3. The column needed about 30 minutes to reach equilibrium for each
trial. The temperatures of trays 1 to 8 were recorded, as well as the
temperatures of the condenser and boilers which are trays 0 and 9 respectively. Samples of vodka were also extracted from the
column and cooled, and the densitometer was used to calculate the densities and
cooled temperatures. The flow rate of cooling water was also measured.
The densities were converted to
adjusted proof by using the same two functions from labs 6.1 and 6.2. The mole
fraction of ethanol was then calculated exactly as the mole fraction of ethanol
had been calculated in labs 6.1 and 6.2. A graph was then created that plotted
tray number versus mole fraction of ethanol was plotted for each trial. Another
graph was created that plotted tray number versus temperature inside each tray.
A McCabe Thiele graph was also created by plotting operating lines, a vapor
liquid equilibrium curve, the molar fraction of the waste, the molar fraction
of the feed, and molar fraction of the product. Horizontal lines were then
drawn from molar fraction of product to waste to determine the number of
theoretical plates.
Results:
During lab 6.1 the density of the
ethanol-water samples decreased at a parabolic rate as the mole fraction of
ethanol increased. The density of the samples also decreased as proof
increased. However, the density decreased at an inverted parabolic rate when
compared to proof. The densities ranged from .9410 g/mL to .8210 g/mL. The mole
fractions of ethanol ranged from .7563 to .1811. The apparent proof ranged from
83.4134 to 181.8799.
Figure 3: This
figure was graphed with data from lab 6.1. This figures shows the density of
vodka samples as a function of the mole fraction of ethanol that is in the
vodka. The density of vodka of our red experimental data starts at an ethanol
mole fraction of a .1811 with a corresponding density of .9410 g/mL. The red experimental
data then linearly decreases to an ethanol mole fraction of .7563 and a density
of .8210 g/mL. The blue theoretical data is the TTB curve and starts at ethanol
mole fraction of 0 and a density of 1 g/mL. This data also decreases at a
linear rate. This data eventually reaches an ethanol mole fraction of 1 a
density of about .7950 g/mL.

Figure 4: This figure was plotted with data from lab 6.1. This figure shows the density of vodka samples as a function of the adjust proof. The red experimental data starts at a proof of 83.4134 with a density .9410 g/mL, decreases at an increasing rate, and ends at a proof 181.8799 with a density of .7563 g/mL. The blue theoretical data starts at 0 proof with a density of 1 g/mL, decreases at linear rate from 0 proof to 60 proof, decreases at parabolic rate from 60 proof to 200 proof, and ends at proof of 200 and a density of about .7950 g/mL.
During lab 6.2, the mole fraction of
ethanol in the cumulative distillate decreased as the volume of distillate
collected increased for both trials. The mole fraction of ethanol in the instantaneous
distillate decreased at a quicker rate when compared to the cumulative
distillate for both trials. The ethanol mole fraction of the distilland
initially decreased, but eventually increased for both trials. The experimental
data did not compare well with the theoretical data for lab 6.2.

Figure 5: This
figure was created with data from lab 6.2. This figure shows the volume of
distillate collected versus the ethanol mole fraction in the cumulative
distillate, the instantaneous distillate, and the distilland. The mole fraction
of ethanol in the cumulative distillate decreases at a parabolic rate as the
volume of distillate increases. The mole fraction of ethanol in the
instantaneous distillate decreases at a steeper parabolic rate compared to the
cumulative distillate. The mole fraction of ethanol in the distilland initially
decrease, but eventually increases. None of the experimental data agrees with
the theoretical data from the Rayleigh model calculation.

Figure 6: This
figure was tabulated with data from lab 6.2. This lab shows the time versus the
adjusted proof of the cumulative distillate, the instantaneous distillate, and
the distilland. The cumulative distillate decreases about 70 proof within 2660
seconds. The instantaneous distillate decreases about 90 proof within 1172
seconds. The mole fraction of ethanol in the distilland initially decrease, but
eventually increases. None of the experimental data agrees with the theoretical
data from the Rayleigh model calculation.
During
lab 6.3, the liquid mole fraction of ethanol decreased as the tray number
increased for both trials. The temperature increased as the tray number
decreased for both trials. The mole fraction of ethanol in the product stream
calculated from trials 1 and 2 were .51 and .6 respectively. The theoretical
number of plates calculated in trials 1 and 2 was 3 and 3.5 respectively.
Therefore, the efficiency of the column for trials 1 and 2 was 33.33% and
38.88%.

Figure 7: This
figure contains data that was collected during the first trial of lab 6.3. This
figure plots the tray number versus the mole fraction of ethanol in each tray.
The mole fraction of ethanol decreases by more than .3 from trays 2 to 4 and
then decreases by less than .1 from trays 4 to 9.
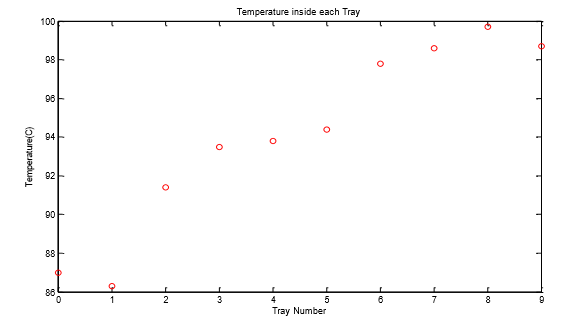
Figure 8: This
figure contains data that was collected during the first trial of lab 6.3. This
figure plots the tray number versus the temperature of that tray. The
temperature increases as the tray number increases, except from tray 0 to 1 and
from tray 8 to 9. The temperature decreases in between these two sets of trays.

Figure 9: This
figure contains data that was collected during the second trial of lab 6.3.
This figure plots the tray number versus the mole fraction of ethanol in each
tray. The mole fraction of ethanol decreases by .1 from trays 0 to 2, decreases
by .3 from trays 2 to 7, and then decreases by .1 from trays 7 to 9.

Figure 10: This
figure contains data that was collected during the second trial of lab 6.3.
This figure plots the tray number versus the temperature of that tray. The
temperature increases a little less than 20oC from trays 1 to 8. The
temperature increases less than 1oC in between trays 0 to 1 and
trays 8 to 9.

Figure 11: This
McCabe Thiele table is from trial 1. The waste stream had ethanol mole
fractions of .02 in the liquid phase and .015 in the vapor phase. The ethanol
mole fractions in the feed stream were .04 in the liquid phase and .12 in the
vapor phase. The ethanol mole fractions in the product stream were .51 in the
liquid phases and .5 in the vapor phase.
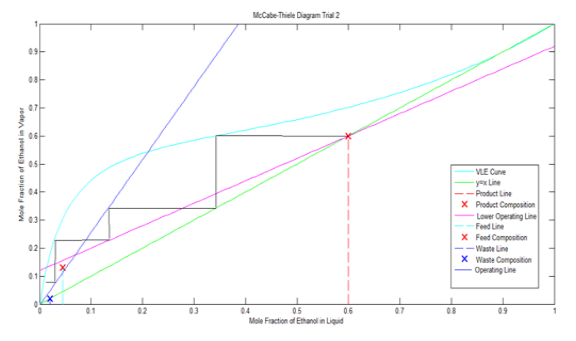
Figure 12: This
McCabe Thiele table is from trial 2. The waste stream had ethanol mole
fractions of .02 in the liquid phase and .01 in the vapor phase. The ethanol
mole fractions in the feed stream were .05 in the liquid phase and .13 in the
vapor phase. The ethanol mole fractions in the product stream were .6 in the
liquid phases and .6 in the vapor phase.
Discussion:
In Figure 3, the density of vodka
decreases as the ethanol mole fraction increases in both data sets because the
density of ethanol at room temperature is .789 g/mL and the density of water at
room temperature is .998 g/mL. Therefore, the overall density of vodka will
decrease as more ethanol is added, because the density of ethanol is lower than
the density of water. This agrees with the Wei and Rowley who performed the
same experiment.[6] Figure one shows a uniform trend between the
theoretical data and the experimental data. However, the experimental data does
not lie exactly on the TTB curve.
In figure 4, density decreases as
the adjusted proof increases. This is because the adjusted proof is
representation of the volume percent of ethanol in vodka. Therefore, as the
adjusted proof increases, the mole fraction of ethanol will also increase, and
because ethanol has lower density than water, the overall density will also be
lower. In figure 2, both data sets display the same trend, but the experimental
data is not accurate compared to the TTB
The
experimental data from lab 6.1 in both graphs is precise but inaccurate. This
inaccuracy is probably from a systemic error during lab 6.1. For example, the
volume of the pycnometer was assumed to be 10 mL; but if the pycnometer
actually held a different volume, the experimental data would be systematically
skewed if the pycnometer did not hold exactly 10 mL. Furthermore, the vodka samples
were not immediately covered with Parafilm, so ethanol could have evaporated.
There would be systematic error if each of the samples experienced evaporation
of ethanol.
In
figure 5 and 6, the cumulative ethanol mole fraction decreased as the
distillation proceeded, because ethanol has a lower boiling point and density.
Therefore, over time more water was distilled into the cumulative distillate
and the mole fraction of ethanol decreased. The instantaneous ethanol mole
fraction also decreased. However, only 8 points of the cumulative density are
shown. This is because there was error and instantaneous densities recorded
were too high. Therefore, the densities could not be converted to ethanol mole
fraction because at these densities there was not an ethanol mole fraction. The
densitometer did not record exact values because there was air in the
densitometer. Furthermore, the mole fraction of ethanol in the distilland
eventually increases. This error occurred because ethanol evaporated from the
distillate. Therefore, when the mass balance was performed, the moles of
ethanol increased in the distilland. In addition, these errors caused the
experimental data from 6.2 to vary from the superimposed theoretical data.
However, these errors are common as Langreth got a similar error from doing a
batch distillation.[7]
In
Figures 7 and 9, molar concentration decreases as tray number increases,
because as the mixture is being constantly distilled as it travels up the
column. In Figures 8 and 10, temperature increases with tray number, because
ethanol has a lower boiling point than water. Therefore, the sample becomes
easier to boil as it travels up the column. Figures 11 and 12 respectively show
that 3 and 3.5 theoretical plates are needed to reach a product stream with the
desired molar concentration of ethanol. This yields an efficiency of 33.33% and
38.88%. The column could operate at a higher efficiency.
Feasibility Report:
To maximize the efficiency of this
column, the reflux ratio should be decreased to 2. The reflux ratio should be
set to 12, because figure 11 shows that the more bottles of vodka are produced
as the reflux ratio decreases. However, the reflux ratio was not tested at a
lower rates, so a reflux ratio of 1 or lower could theoretically increase the
efficiency even more. The power should be set to .85 kW and the flow rate should
be set to 1 cubic centimeters per second. This is because these were the
parameters using trial .If the maximizing parameters above are used, the yearly
production of vodka bottles 25,000, the annual energy cost is $350, and the
gross profit each year is $500,000, and the net profit was $229,950.
I would recommend that the Chemical Engineering
department of Davis pursue this method of creating of vodka. $229,950 is money that
this department could use to construct another Chemical Engineering lab.

Figure 13: This
pie chart shows the profit and costs of producing vodka annually. The net
profit was $229,950, the additional staff salary was $40,000, the yearly energy
cost was $350, the bottle cork, and label cost was $12,500, the state tax was
$13,200, the federal tax was $54,000, and the raw material cost was $150,000.

Figure 14: The
first reflux ratio plotted above was 3 and produced 18,000 bottles of vodka a
year at an operating energy cost of $298 a year. The second reflux ratio
plotted above was 2 and produced 22,000 bottles of vodka a year at an operating
energy cost of $298 per year.
Conclusion:
This vodka laboratory experiment
detailed the different methods of examine and distilling binary mixtures. As a
binary mixture is distilled, the product will become rich in the lighter
component. Therefore, the initial sample distilled will be the richest in the
lighter component. The fraction of the lighter component will then gradually
decrease over time as the other mixture also begins to distill. The methods of distillation must be followed
very carefully to create a product of the correct concentration.
Creating vodka from distillation is
a very intricate process, weather the distillation type be batch or column.
Column is distillation is much more effective than batch distillation.
Producing vodka from column distillation would yield a theoretical yearly
profit of $229,950. Therefore, chemical engineers have jobs in the world
because of the applications of column distillation. For example, the absolute,
most efficient values of reflux ratio, feed rate, and power output were not
found, so a chemical engineer could further study and analyze column
distillation to truly maximize the efficiency while creating vodka.

Nomenclature Table:

Table
1: This table contains all of the variables that were used for the calculation
in this lab.
References:
1)
Bryan H. Bunch
and Alexander Hellemans, “The History
of Science and Technology,’ Houghton Mifflin Harcourt. 88, (2004).
2)
John Jacobs, “Where America’s Money
Goes,” The History of Spending, 34, 432 (2015).
3)
Michael A. Boland and Gary W. Brester,
“Vertical Integration in the Matling Barley Industry: A “Silver Bullet” for
Coors?” Review of Agricultural Economics, 28, 272-282 (2011).
4)
Lord Rayleuigh, “The Distillation of
Binary Mixtures,” The London, Edinburgh, and Dublin Philosophical Magazine and Journal of
Science, 537 (1902)
5)
W.L. McCabe and E.W. Thiele, “Graphical
Design of Fraction Columns,” Industrial and Engineering Chemistry,
17, 605-611 (1925).
6)
Chien I Wei and Richard L. Rowley,
‘Binary liquid mixture viscosities and densities’ Journal of Chemical and
Engineering Data, 29, 312 (1984).
7)
David Langreth, “Structure of Binary
Liquid Mixtures,’ Physical Review, 8, 456-495, (1967).
Comments
Post a Comment